Kolene® Kastech® Electrolytic™ is a fast, efficient and cost-effective process for cleaning iron sand castings.
Kolene® Kastech® Electrolytic™ is a fast, efficient and cost-effective process for cleaning iron sand castings.
Kastech Electrolytic is neither chemically oxidizing nor reducing. When energized with direct current, the molten salt bath can quickly dissolve burned-in sand from both external and internal passages. At the same time, tenacious surface oxides are chemically reduced, resulting in sand and scale-free castings.
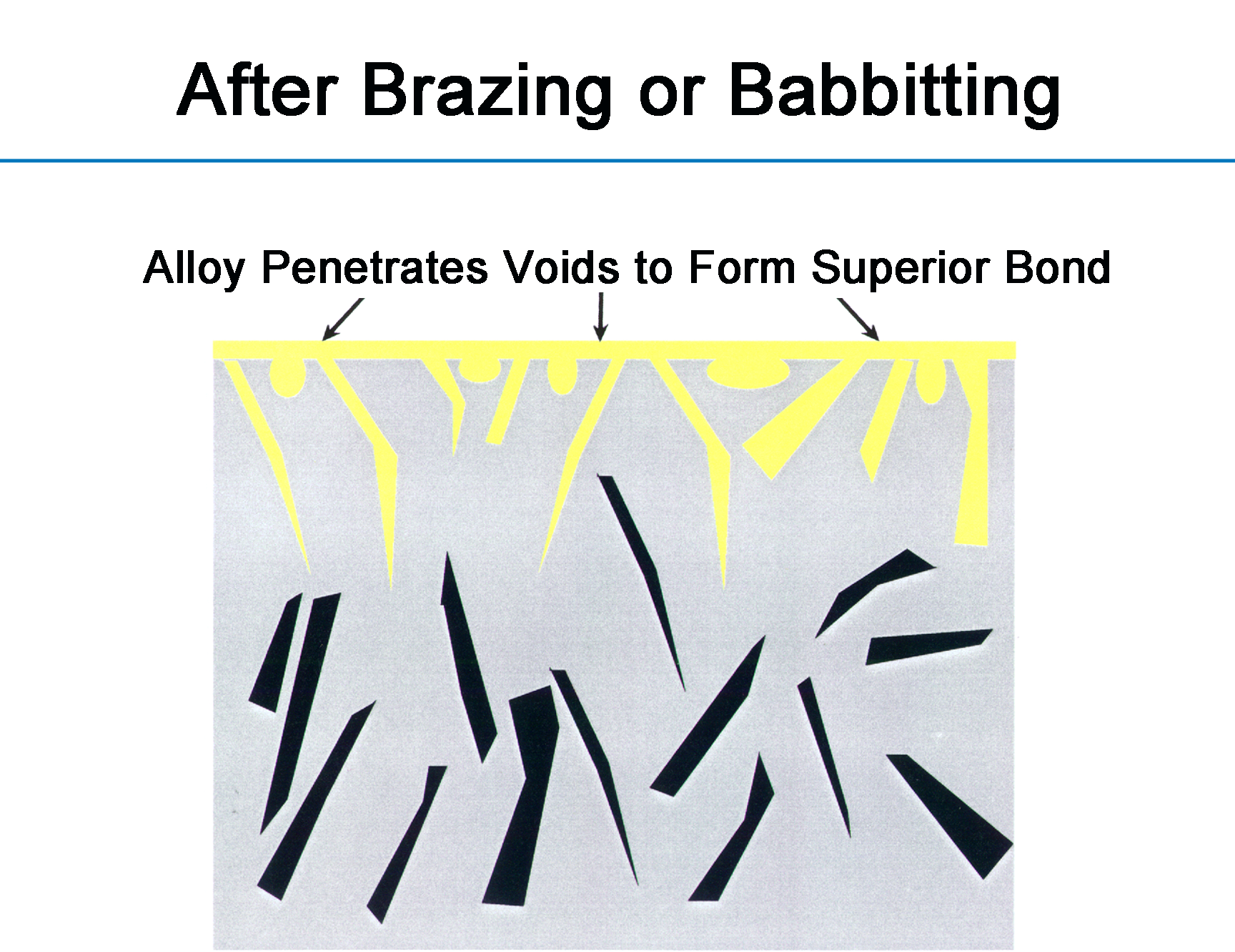
The process is also effective in preparing iron surfaces for brazing or babbitting.
Castings are racked or fixtured to allow salt contact with all internal passages (no air pockets) to assure complete cleaning; fixturing is important to assure that all molten salt can freely drain out of the castings after processing.
Read below to learn more about the benefits of Kastech Electrolytic processing.
Sand Removal
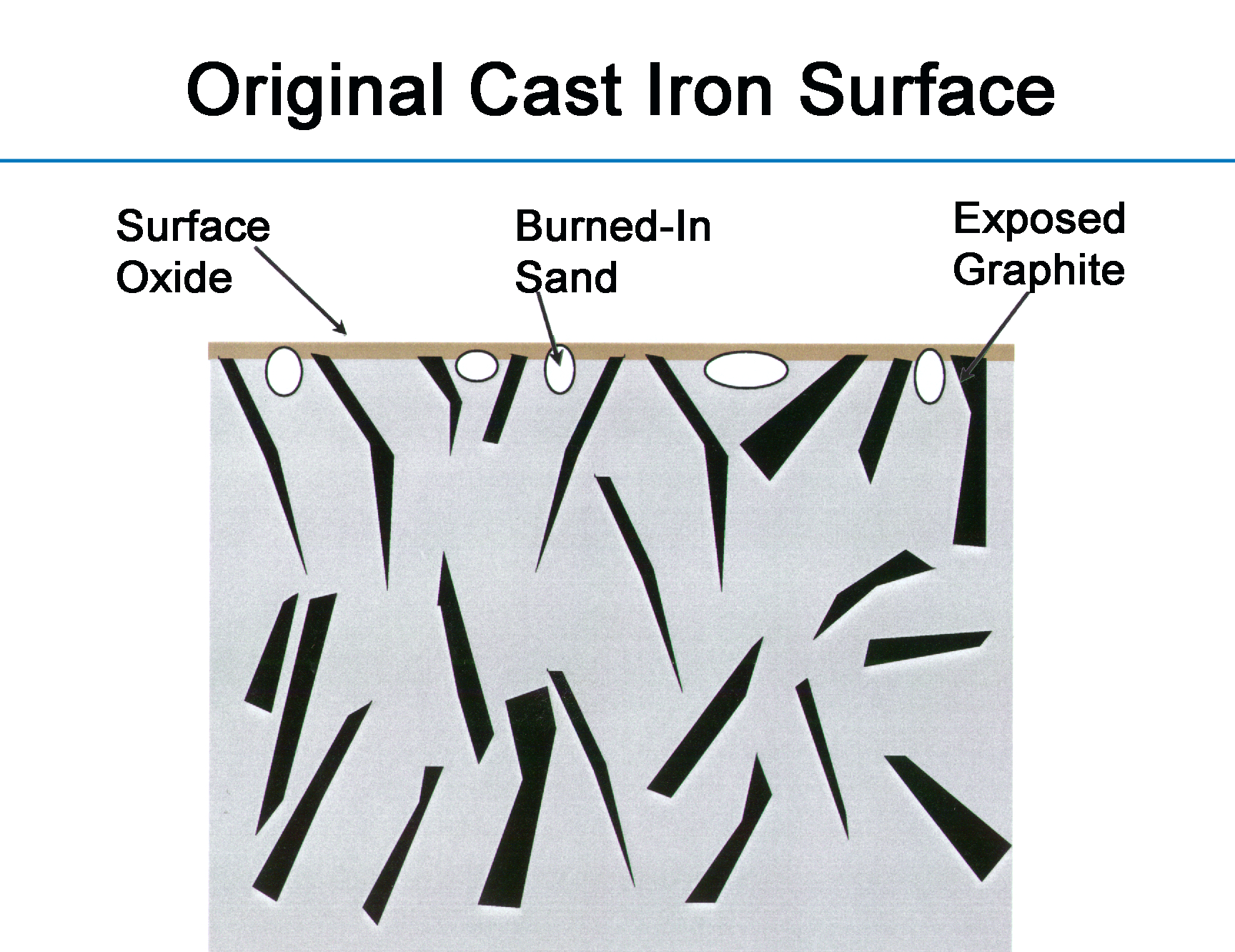
After mechanical shake-out, residual sand may remain in internal passages. Critical components such as hydraulic or pneumatic valves and cylinders can fail when remaining sand breaks free. Scoring of seals and spindles can quickly destroy the components. As-cast scale and oxide can impede good thermal transfer, especially important in engine heads and blocks.
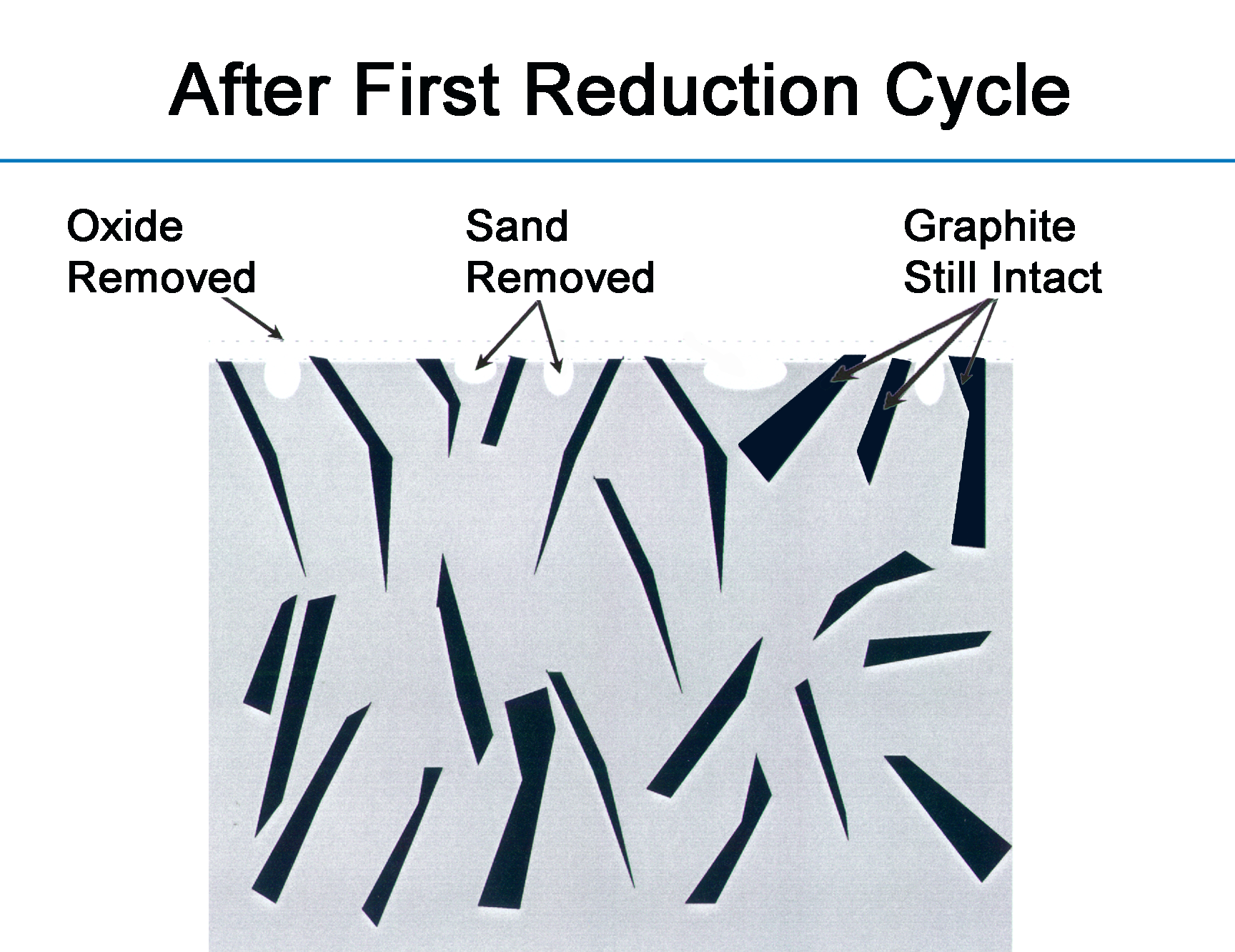
Both sand and scale can be removed with a simple reducing cycle in the Kastech Electrolytic process. Surface scale is chemically reduced, helping to expose burned-in sand. The electrolysis helps to quickly dissolve any exposed sand. The result is a sand-free, scale free casting. Scale removal also helps to improve machine tool life during subsequent machining.
Brazing or Babbitting
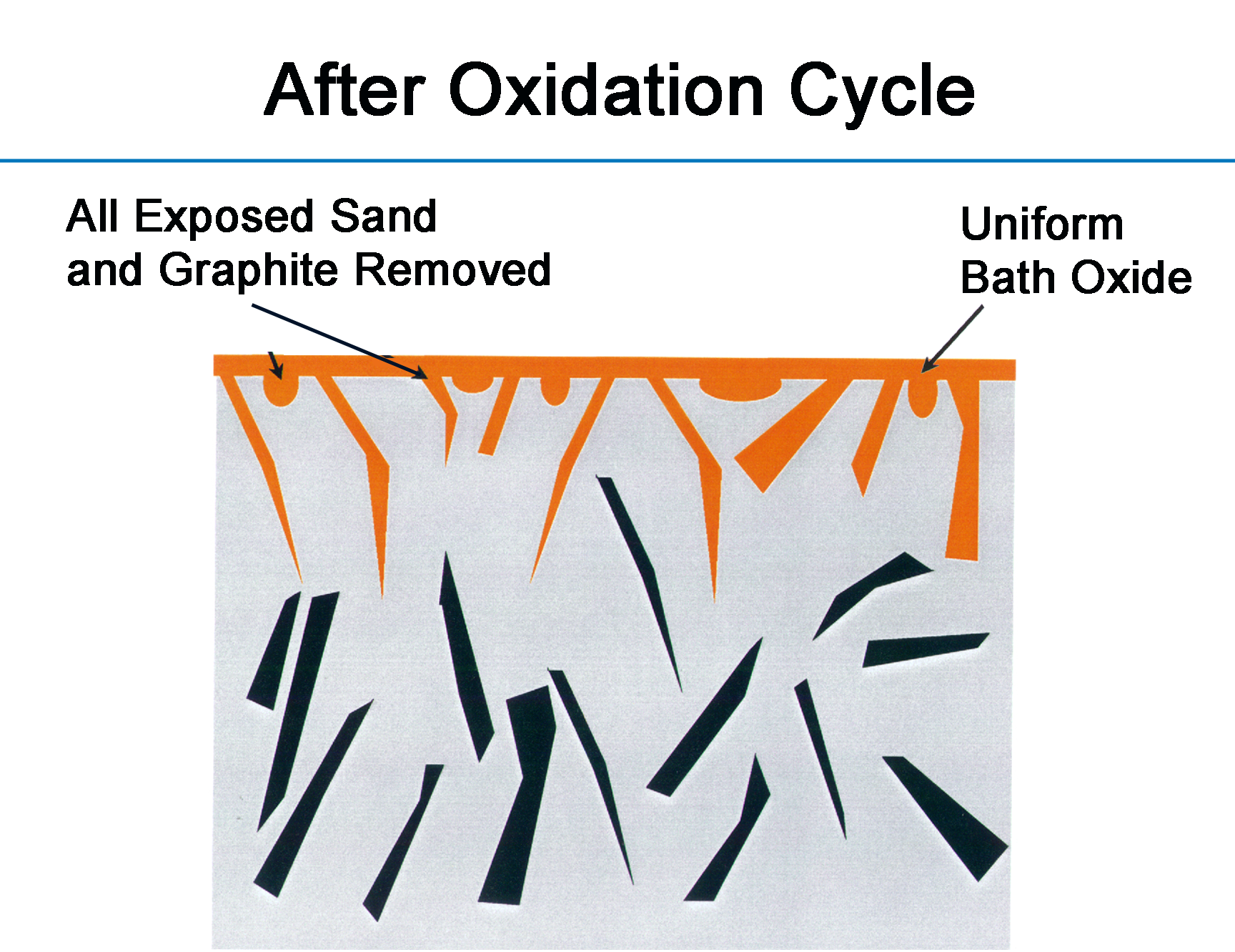
If you are brazing or babbitting iron sand castings, Kastech Electrolytic can greatly improve bond strength and joint integrity. The bath electrochemically oxidizes exposed surface graphite to produce carbon dioxide. At the same time, any casting oxides are gently converted to a uniform ferric oxide.
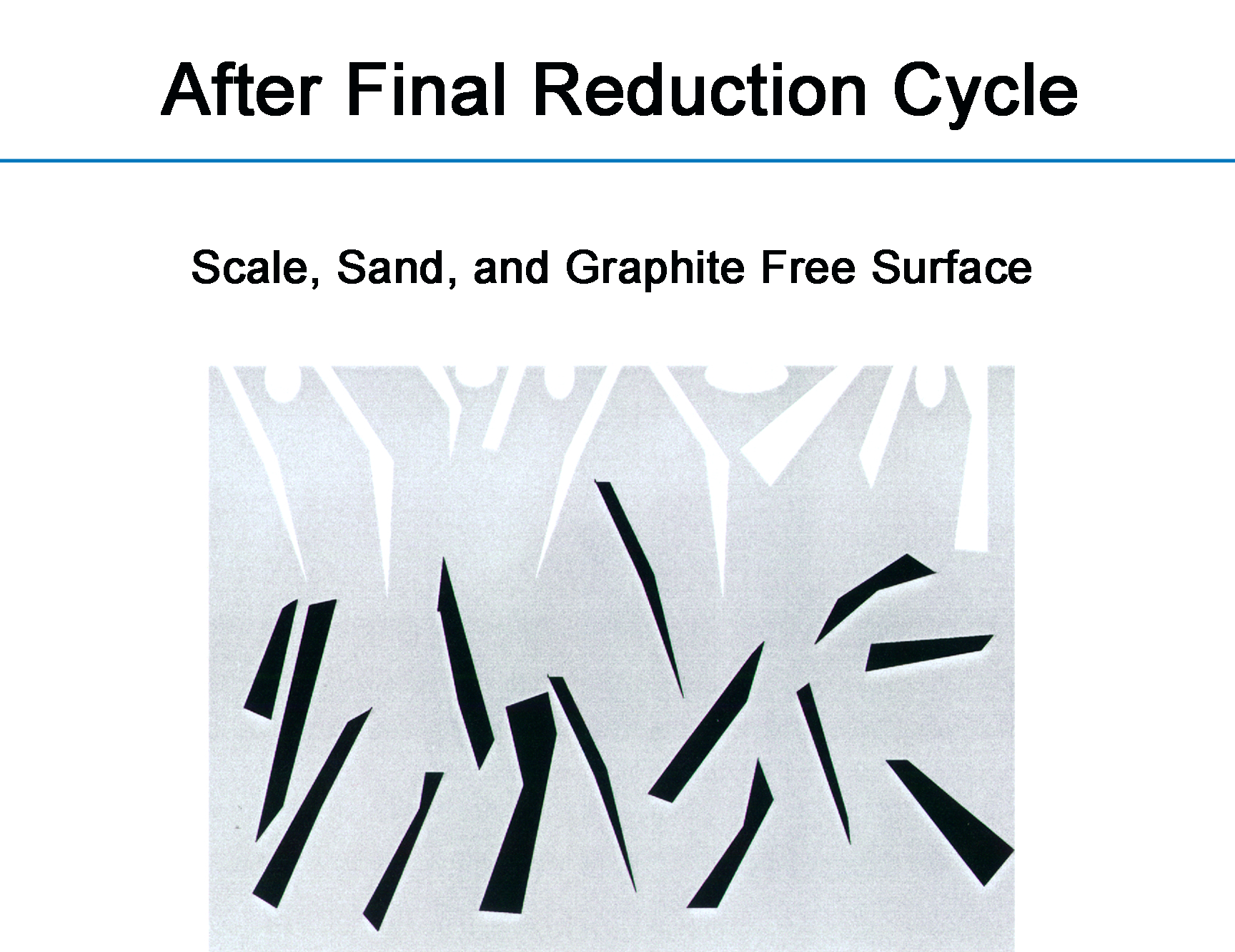
Once the graphite has been removed, the polarity of the charge is reversed. This results in a reducing effect on the ferric oxide to result in an oxide-free surface. Any exposed sand is removed simultaneously during both oxidation and reduction cycles.
If you intend to babbitt or braze to a machined iron surface, it is recommended to machine prior to the Kastech Electrolytic process. Machining of a salt bath cleaned iron surface will re-expose fresh graphite and negate its bonding enhancement.